Plastic Forming Types: Manufacturing and Molding Methods
What Is Plastic Forming?
Plastics (or, more specifically, thermoplastics) represent a wide range of long-chain polymer materials that can be softened using heat and formed into virtually any shape without affecting their chemical composition. Multiple forming methods exist under the plastic molding umbrella; thermoforming, drape forming, heat bending, injection molding, blow molding, and rotational molding are just a few of the options you’ll encounter. The specific plastic material used for molding can profoundly impact on the end product’s characteristics, including strength, rigidity, clarity, chemical resistance, and weathering.
Molded plastic parts are a popular choice in many industries for their durability, cost, recyclability, and versatility, allowing them to easily replace fiberglass, metal, or other components.
A note on “cold forming”
You may come across the term “cold forming” as you read about plastic molding methods. This involves bending certain plastic materials (such as polycarbonates) in their “cold” state. Because of stress on materials and the relative ease of heat forming, cold forming is not typically used for plastics. As we explore plastic forming further, we’ll focus on the much more versatile heat-based methods.
Types of plastic molding
Plastic forming can be done in various ways depending on your constraints and needs. At SSI, we specialize in thermoforming and vacuum forming services, but in this section, we’ll also discuss some other methods you might come across to help you determine what process is right for you.
Thermoforming / vacuum forming
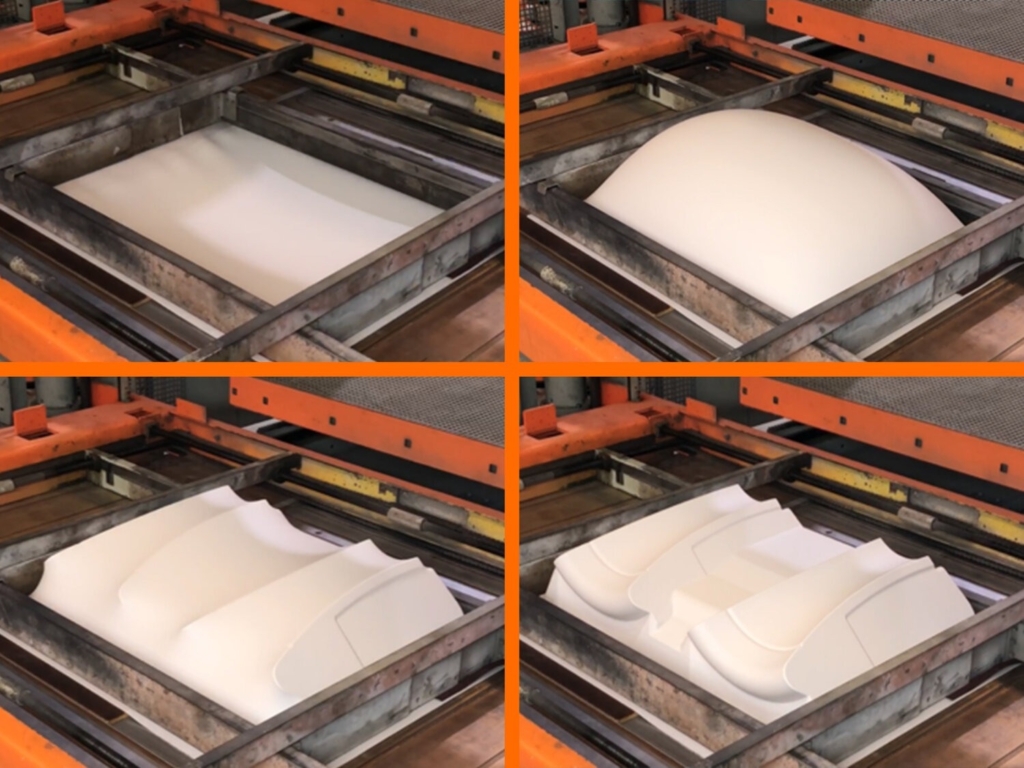
Thermoforming is a general term for heated plastic forming, but it is often used synonymously with vacuum forming, which involves clamping and heating rolls of material inside a thermoforming oven until the plastic softens. The sheet of softened material can then be placed over a mold and vacuumed. The pressure of the vacuum, followed by cooling in place, forms the material tightly over the mold to create the desired shape. Once shaped and cooled, the part can be trimmed using a router and sent out for use.
Pros of thermoforming:
- Affordable tooling and molds with good cycle times
- Suitable for large and small parts at a high level of detail
- Accommodates a wide range of plastics; enables optimization for desired characteristics
Cons of thermoforming:
- Takes longer than injection molding; less ideal for high-quantity mass production
- Requires plastic trimming (but this “waste” is easily recycled)
- Not well suited to creating hollow parts
Thermoforming and vacuum forming are our specialties at SSI Custom Plastics. Using these methods, we create everything from the simplest drip trays to complex aerospace components. Learn more about our process here.
Extrusion
Extrusion forming, or simply extrusion, is a continuous molding process that employs a plastic extruder machine — essentially a heated barrel with an auger attachment. Manufacturers feed plastic pellets into the extruder, which then melts and pushes the material through a die assembly to create cube-like components. These are cooled, then cut to length or coiled. The form factor of this end product makes extrusion a good choice for plastic tubing and profiles.
Pros of extrusion:
- Continuous process with a high production rate
- Robust, simple machinery
- Inexpensive tooling molds
- Simple material preparation
- Enables manufacturing of hollow and coated parts
Cons of extrusion:
- Shapes must be on two axes
- Limits production to parts that can be made in continuous lengths
- Limited details and features
Note: SSI does not offer extrusion services.
Extrusion blow molding
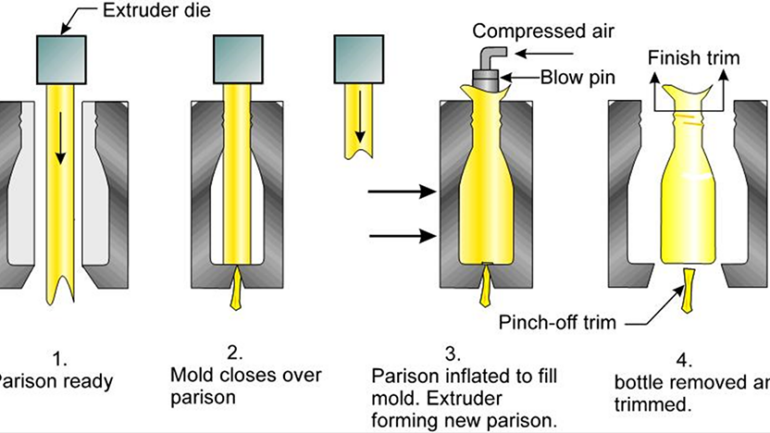
Extrusion blow molding begins much like the extrusion process above, with pellets being heated and forced through a die assembly. In extrusion blow molding, this die is a tube of molten plastic called a parison. The parison is extruded downward towards a two-piece mold that closes on the tube of melted plastic. Air is then pumped into the center, forcing the plastic into the shape of the mold. Once cooled, the mold opens, the part is removed, and the cycle begins again.
Pros of extrusion blow molding:
- Semi-continuous, economical process
- Can create large and small hollow parts
- Faster cycle times than rotomolding
Cons of extrusion blow molding:
- Material waste (flashing) must be removed post-molding
- Expensive, complex machinery
- Molds are significantly more expensive than thermoforming counterparts
Rotational (roto) molding
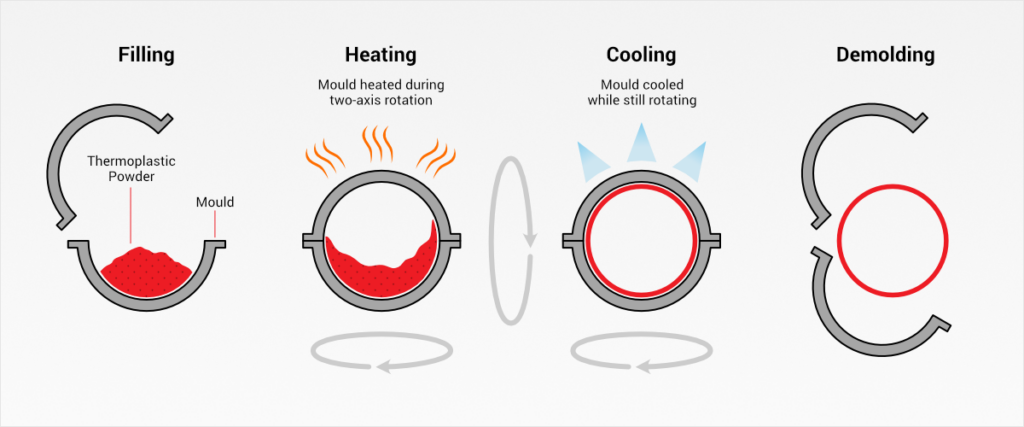
Rotational molding, or rotomolding, uses a large drum equipped with a mold. Manufacturers supply the mold with a measured amount of powdered plastic, then heat and rotate the drum at high speeds and on multiple axes. This spreads the materials out evenly inside the mold to hold the desired shape when cooled.
Pros of rotomolding:
- Consistent wall thickness for hollow parts
- Very little material waste (exact amount of powder supplied)
- Doesn’t require much trimming or finishing work
- Good for large, seamless parts (like tanks)
- Lower tooling costs than for injection molding
Cons of rotomolding:
- Slow production rate
- Typically only produces one part at a time
- Required a specially prepared powdered or liquid plastic material
Note: SSI does not offer rotomolding services.
Injection molding
Plastic injection molding is much like extrusion, using an auger inside a heated to turn plastic pellets into a melt stream. In injection molding, however, this process is not continuous. Instead, the machine forces the auger forward, pushing the molten plastic under great force into a mold that is then clamped together. After cooling, the mold opens, and the formed part is ejected.
Pros of injection molding:
- Parts can be extremely detailed and have special features molded in
- Fast cycle time; high production rate
- Easy to automate; consistent quality level
Cons of injection molding:
- Molds are complex and expensive
- Machines are expensive because they require a lot of force to inject and hold molds closed
- Not economical for low–medium volume orders or large parts; only suited for mass production
Note: SSI does not offer injection molding.
Injection blow molding
Injection blow molding is a combination of the injection molding and blow molding processes we discussed above. Typically, parts are formed by injection, and then molded onto core pins. After molding, the parts are moved to a blowing station, where they are heated and blow-molded by injecting air into the core pins. After this second forming process, the parts are ejected.
Pros of injection blow molding:
- Semi-continuous; good for high quantities
- Easy to create thin-walled containers
- Can create highly detailed features: threads for caps, artwork, labels, etc.
Cons of injection blow molding:
- Complex, costly machinery
- Requires at least two (costly) molds per product
- Difficult to change over to another product
Note: SSI does not offer injection blow molding.
Reaction injection molding (RIM)
Reaction injection molding normally does not incorporate thermoplastics. Instead, it injects thermoset materials — typically a liquid polymer — into a mold. Rather than cooling melted plastic, reaction injection molding relies on a chemical reaction called curing to form the solidified part.
Pros of RIM:
- Requires less force than traditional injection molding
- Allows high level of detail and in-mold decoration
- Parts tend to be strong, lightweight, and repeatable
Cons of RIM:
- Molds are expensive
- Limited to materials that can be chemically cured
- Higher material cost
- Parts are not generally easy to recycle
Note: SSI does not offer reaction injection molding.
Vacuum casting
Vacuum casting is a process where a master part is used to create a mold, usually from silicone. This mold is then cut in half and used to cast new parts using liquid polymers (typically urethane) and a vacuum. Once the liquid polymer is cured, the silicone mold is opened and the part removed.
Pros of vacuum casting:
- Simple way to reproduce parts based on a master; well-suited for product development
- No complicated or automated machinery involved
- Cost of molds and tooling is very low
Cons of vacuum casting:
- Production rate is extremely low
- Only suited for small quantities or prototypes
- Repeatability and mold life are not good
- Limited number of materials that can be used
Note: SSI does not offer vacuum casting.
Compression molding
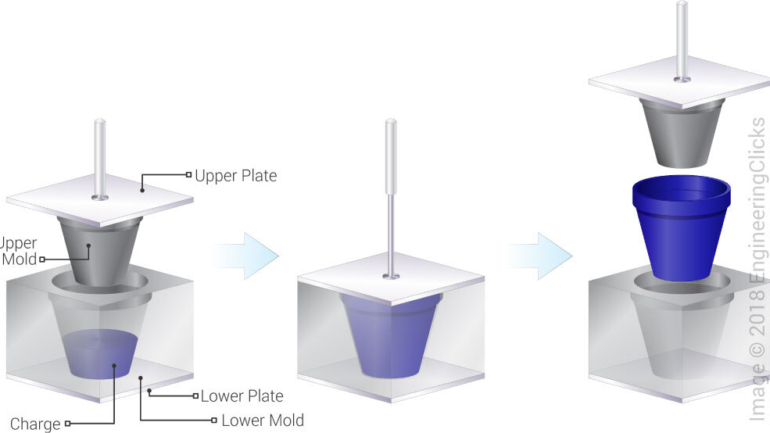
Compression molding uses a press and a two-part mold to force a measured amount of material (called a pre-form )into the desired shape. While this process is well suited to non-melt types of materials (such as rubber), it is not widely used for thermoplastics as there are much faster processes available, such as thermoforming.
Pros of compression molding:
- Good for materials that are otherwise difficult to mold (such as those that do not “flow” well)
- Simple machinery and process
- Excellent part detail due to the high pressures involved
Cons of compression molding:
- Production rate is extremely slow
- Tooling required is expensive (to withstand extreme pressure)
- Limited number of materials that can be used; fewer options for optimizing
Note: SSI does not offer compression molding.
Your plastic material options
The plastic material you choose impacts the final properties of your product.
Thermoplastics
Thermoplastics are a group of materials that can be heated (or melted), then molded, cooled, and heated again with little or no change to their properties. Because of this, grinding up and re-using thermoplastic scraps for new parts is common practice. This versatility also accounts for the numerous possible molding methods we’ve just explored. Here are some common thermoplastic materials you might consider for your manufacturing project, along with their distinguishing characteristics:
- ABS – A very commonly used thermoplastic, ABS is rigid, economical, easy to form, and can be machined and decorated.
- Acrylic – A rigid but somewhat brittle thermoplastic, acrylic is economical, has excellent clarity, and can be machined, molded, or bonded.
- HDPE – A dense, heavy polyethylene material that is tough and wear-resistant, has excellent chemical resistance and is easily cut and machined.
- HIPS – A very lightweight styrene material, HIPS has great impact resistance and forms easily but has little UV resistance.
- Polycarbonate – A water-clear material, polycarbonate is super strong and easily machined. It also has high temperature and UV resistance but is quite expensive for plastic.
- PETG – A clear, somewhat flexible material that is easily formed, PETG has a brilliant appearance and is cheaper than polycarbonate.
- PVC – An inexpensive material that has good chemical resistance and weatherability, PVC is easily machined and bonded, though difficult to mold.
Thermosets
Unlike thermoplastics, thermosets (as the name suggests) are typically only suited for a single use. Once cured or set, these materials cannot be re-softened or melted for re-use. Often a two-part mix of resin and curing agent, thermosets are expensive and not suitable for many common forming or molding techniques, but they are suitable for injection molding through the RIM process, casting, compression molding, or extrusion.
- Polyester – An easily cast or molded material resistant to moisture and high temperatures, polyester is often used in conjunction with glass or other fiber materials.
- Polyurethane – An inexpensive material that can be formulated to expand into molds, polyurethane is strong and a good insulator, but it does not tolerate UV well.
- Silicone – A tough, temperature and UV-resistant, silicone has excellent electrical and sealing properties and, while expensive, it is easy to mold. Silicone can be peroxide-cured, cured solid, or moisture-cured liquid, to name a few of its many formulations.
- Epoxy – While there are many formulations of epoxy, most of them are reasonably economical, strong, and chemical resistant. Most can be used in adhesive applications.
Choosing the right plastic manufacturing method
With so many options, it can be difficult to choose the right manufacturing method for your project. Here are some of the factors we look at when assessing whether a part is better suited to thermoforming or another plastic molding process:
Quantity
For mass-produced, high-quantity, small parts, injection molding might be a good fit. When thousands of parts are needed, the high cost of injection molding molds can be spread out over thousands of parts and, you can really take advantage of its short cycle time and fast production rate.
If you need a medium quantity of small parts, from the hundreds down to just a handful, thermoforming or vacuum forming is a better choice. With these, you can save a lot on molds, and the slower production rate is typically offset by the lower quantity you’re manufacturing.
Part size
Often, smaller parts can be grouped together in “cavities” to allow multiple parts to be formed or molded at once. This is commonly done in injection molding, thermoforming, and sometimes even blow molding.
Large parts are often thermoformed to avoid using enormous injection molding machines, which require a very high tonnage clamping force.
Part attributes
Hollow parts lend themselves well to blow molding, rotomolding, twin-sheet thermoforming, and, in some cases, injection molding.
Trays, tubs, bins, and one-sided parts are usually best suited for thermoforming while highly detailed three-dimensional parts are better suited for injection molding.
Continuous-length tubes, rods, and shapes are typically extruded.
Material needed
Some materials are formed more easily or with better success and less stress depending on the molding technique used:
- Injection molding requires materials that flow well when melted.
- Thermoforming materials must be able to form from a sheet.
- Rotational molding materials must be in powder or liquid form.
- Blow molding materials need to be capable of supporting a parison extrusion.
Often a given material is available for several different processes but must be a specific grade.
Plastic expertise every step of the way
Whether you already know you need thermoforming or vacuum forming services, or you need guidance on choosing the best process for your plastic manufacturing project, the team at SSI is here to help. Our engineers can take you from the earliest stages of prototyping, including design and material selection. Just let us know how we can help.
Start Your Project with Us
Whether it’s a unique design or a complex project, we have the expertise to bring your vision to life. Reach out to us and we’ll get back to you in just 1 business day!
REQUEST A QUOTE